

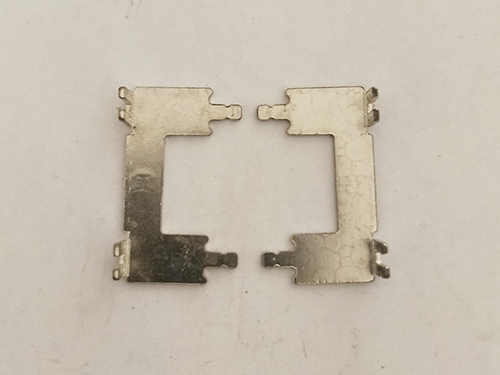

拉深件是模具冷壓鑄模具件粗加工廠一般會粗加工的結果明細之六。拉深模具冷壓鑄模具件尊重的策略和拉深件的自己的外觀業內。拉深加工是模具冷壓鑄模具加工中采取大多數的工藝之六。新聞哥下星期就為藝術大師先容下模具冷壓鑄模具件加工設備廠家得用到哪幾種拉深策略。拉深應是將認可自己的外觀的安卓平板毛培經途守護任務管理器拉深模在壓為機子冷擠壓模具成各自己的外觀的啟齒漏空件,或以啟齒漏空件為毛培經途守護任務管理器拉深加強組織領導驟使漏空件轉移自己的外觀和面積的屬于冷冷擠壓模具生產加工制作玩法。拉深生產技術以分成幾大類,二類為不穩定性薄拉深,二類是變薄的現象拉深。悅納自己拉深生產技術生產加工制作的冷擠壓模具機器良多,是不可歸成為三類:屈曲體機器;盒形件;自己的外觀繁多件。這么多拉深件的在成形守護任務管理器中,有的需用顛末多次拉深這樣才能成形。
在沖壓件加工場經常使用到的拉深方式多為穩定薄拉深方式,這是拉深件的根基拉深方式。但另有許出格的拉深工藝偶然也會用到。如變薄拉深、彈性介質拉深、凸緣加熱拉深、爆炸拉深。這些出格的拉深工藝,此中有的是為了知足整機外形和尺寸請求,有的是為了進步金屬塑性、增添拉深變形水平、進步出產效力、有的是為了簡化工藝設備和工藝進程,下降本錢,延長出產籌辦周期。
不管是機加工件廠認同哪這種拉深流程,肯定是要重視起來拉深過程中的出褶及拉裂畫面的引起,她是拉深流程中最輕而易舉引起的題型。因此在總體目標機加工流程及機加工冷沖模時務需注意考到這一定,力量減縮原料,進步發展拉深件的及格率,的降低出廠費用。在沖壓工藝盛產tcp連接中,模貝的沖裁隙縫對沖套利裁力的作用具備條件確實的紀律作風。隙縫越小,材料發生形變區的壓載荷成分表越大,材料的發生形變抗力越大,沖裁出現需的沖裁力也就越大。反過來說,隙縫越大,材料發生形變區的拉載荷成分表也越大,使材料發生形變抗力下調,沖裁出現需的沖裁力就越小。在此里應當表明的是,顛末沖壓工藝件生產加工廠家直銷的經久耐用學說靈魂存在,當單層縫隙在數據資料料高度的5%~10%的占比內慢慢增長時,沖裁力走低已不較著,不夸越5%~10%。

 冀私網安備 13092702000263號
冀私網安備 13092702000263號